|
ખોટા વેલ્ડીંગ પેરામીટર્સ, અયોગ્ય પેરન્ટ મેટલ તથા ખોટી વેલ્ડીંગ પધ્ધતિ વેલ્ડમાં કે તેની ફરતે ખામી સર્જે છે. આ ખામીઓનો આધાર નીચેની બાબતો પર રહેલ છે. - સાંધા પર આવતા લોડ - મટીરીયલ નું માઈક્રોસ્ટ્રક્ચર - મટીરીયલ નો યાંત્રિક ગુણધર્મો - વાતાવરણ - મટીરીયલ પર લાગતા સ્ટ્રેસ - વેલ્ડીંગ પધ્ધતિ ખામીઓના પ્રકાર :- ગેસ વેલ્ડીંગ માં ઉદભવતી ખામીઓના પ્રકાર નીચે મુજબ છે.
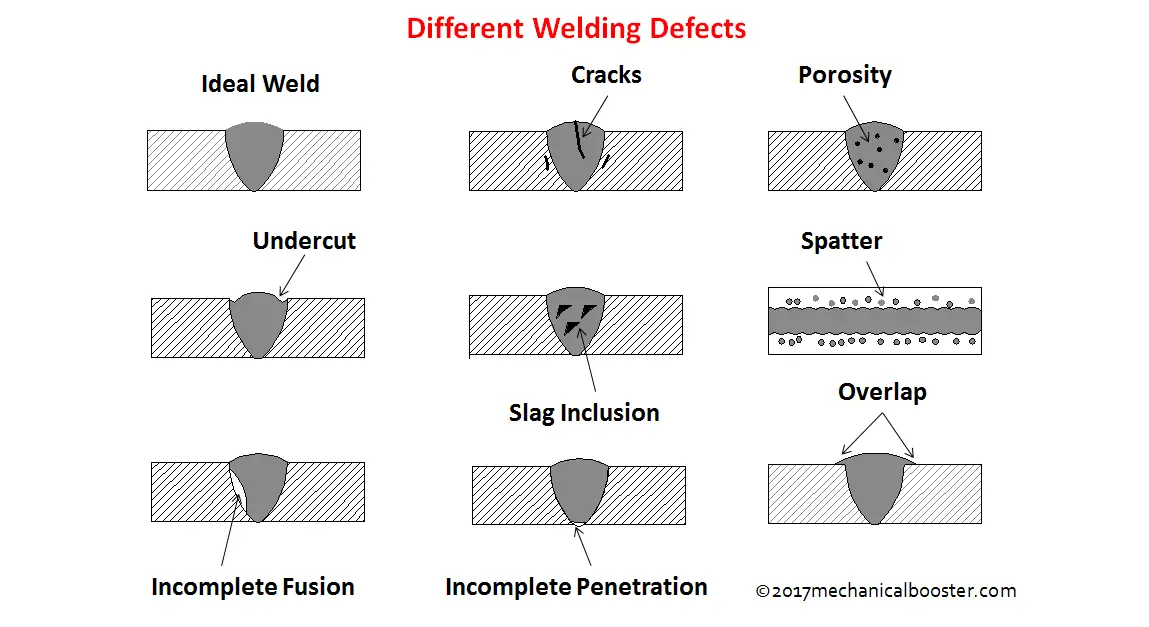
અન્ડરકટ :- વેલ્ડના છેડે ટો એક બાજુ અથવા બન્ને બાજુ બનતા ખાડાઓને અથવા ચેનલને અન્ડરકટ કહેવામાં આવે છે.  ઓવરલેપ :- બેઝ મેટલ સાથે ફ્યુઝ થયા વિના બેઝ મેટલની સપાટી ઉપર આવી જતા વેલ્ડ મેટલના ભાગને ઓવરલેપ કહે છે.  - અપુરતું પેનીટ્રેશન (Incomplete
Penetration) :- જોઈતા પ્રમાણમાં જથ્થામાં પેનીટ્રેશન ન થાય એટલે કે વેલ્ડના રૂટ સુધી ફ્યુઝન થયેલ ના હોય તો તેને અપૂરતું પેનીટ્રેશન કહે છે.  - ઓછુ ફ્યુઝન :- જોબની મૂળ ધાતુ સાથે ઉમેરવામાં આવતી ધાતુ અથવા મૂળ ધાતુ પુરેપુરી પીગળેલ ના હોય ત્યારે આ પ્રકારની ખામી સર્જાય છે.  - છીદ્રાળુતા/બ્લો હોલ :- વેલ્ડીંગ દરમ્યાન પીગળેલ ધાતુમાં હવા શોષાવાથી અથવા પ્રવેશવ થી વેલ્ડ માં નાના હોલ રહી જાય છે. જેને છીદ્રાળુંતા કહે છે.જો આ હોલ મોટી સાઈઝમાં બને તો તેને બ્લો હોલ્સ કહે છે.  - તિરાડ :- ગરમી કે ઠંડીના કારણે વેલ્ડની ધાતુ અને જોઈન્ટની મૂળ ધાતુમાં રહી જતી તૂટકતાને તિરાડો કહે છે.  - ક્રેટર વેલ્ડના છેડા પર બનતા ખાડાઓને ક્રેટર કહે છે.  - એક્સેસીવ કોન્વેક્સીટી વેલડ જોઈન્ટમાં વધુ પડતી વેલ્ડ મેટલ ઉમેરવાથી વેલ્ડ નો આકાર બહારથી વધારે ગોળ થઈ જાય છે જેને કારણે આ પ્રકારની ખામી ઉદભવે છે.  ગૃવ જોઈન્ટના રૂટ પર ફ્યુઝનની ઊંડાઈ જરૂર કરતા વધુ પ્રમાણમાં હોય છે જેને એક્સેસીવ પેનીટ્રેશન કહે છે.  - એક્સેસીવ કોન્કેવીટી વેલ્ડ જોઈન્ટમાં પુરતી વેલ્ડ મેટલ નો ઉમેરો કરેલ ન હોય તો આ પ્રકારની ખામી ઉત્પન્ન થાય છે.  - બર્ન થ્રુ વધુ પડતા પેનીટ્રેશન ના કારણે મોલ્ટન પુલ પડી ભાંગે છે.જેને લીધે વેલ્ડ રન માં હોલ ઉદભવે છે. ગેસ વેલ્ડીંગ માં ઉદભવતી ખામીઓ,કારણો અને તેના ઉપાયો :-
|





0 Comments:
Post a Comment